Sonikel Ultrasonik tarafından hazırlanan teknik detaylı makaleleri okuyabilirsiniz.
ULTRASONİK HORN ÇATLAMA SEBEPLERİ
Sonikel Ultrasonik , horn çatlama sebeplerini araştırarak bu tür durumların ortaya çıkmaması için gerekli önlemleri almaktadır. Ultrasonik Horn çatlama sebeplerine geçmeden önce titreşimi oluşturan vibrasyon grubunu kısaca tanıyalım;
Ultrasonik vibrasyon grubu 3 ana elementten oluşur. Bunlar, kristal dediğimiz çevirici, booster ve ultrasonik horndur. Ultrasonik kaynak makinasının verimliliğini etkileyen en önemli unsurlardan bir tanesi bu elementler arasındaki yüzey uyumudur. Sonikel Ultasonik vibrasyon grubu tasarımlarında bu yüzey uyumuna çok dikkat etmektedir. Birbirine temas eden yüzeyler arasında zayıf bağlantı varsa ya da yüzeylerden biri düzgün olmayan (diğer yüzeye göre paralel olmayan) bir yapıdaysa ultrasonik titreşimler tam olarak aktarılamaz, güç kaynağının elektriksel verimi düşer, kaynak esnasında ses seviyeleri yükselir ve genelde elementlerden biri mekanik deformasyona uğrayarak bozulur.
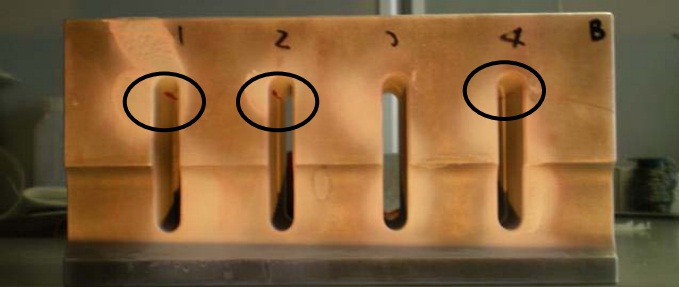
Endüstride, ultrasonik kaynak işlemlerinde en sık karşılaşılan sorun horn çatlamasıdır. Ultrasonik horn çatlamasının sebepleri kısaca şöyle özetlenebilir;
- Metalin metale sürtmesi,
- Zamanla metalin yorulması,
- Ultrasonik horn tasarımındaki hatalar (keskin köşeler, slot tasarım hataları)
- Ultrasonik Hornu, booster ile aşırı sürme
- Ultrasonik Hornu, boostera aşırı sıkma
- Ultrasonik Horn içindeki vidayı aşırı sıkma
- Ultrasonik Horn malzemesinin içindeki görünmeyen çatlaklar
- Ultrasonik kaynak operasyonu esnasında aşırı basınç uygulama
ULTRASONİK KESİM

Ultrasonik kesim, günümüzde özellikle gıda sektöründe hızlı ve pürüzsüz kesim yapmanın en etkili yoludur. Ultrasonik kesim teknolojisi, endüstride hem ekonomik bir çözüm sunar hem de çevreci bir teknolojidir. Çünkü ultrasonik yöntem kullanıldığında, her hangi bir operatörün kesim yapmasına ihtiyaç kalmamakta hem de çok hızlı bir çözüm ortaya koyulduğundan iş süreçleri kısalmaktadır. Sonikel Ultrasonik, bu teknolojiyi otomasyon ile birleştirerek anahtar teslimi çözümler sunmaktadır.
Ultrasonik kesim yöntemi kullanılarak gıda sektüründeki bir çok ürün rahatlıkla kesilebilmektedir. Örnek olarak günlük hayatımızda sıkça tükettiğimiz dilimli kaşar, helva ve sandviç ekmeğini verebiliriz. Ultrasonik kesim yönteminde akustik bir parça olan “horn” kullanılır. Bu horn tasarımı tamamen ürüne bağlıdır. Ultrasonik titreşimler ile saniyede 20 000 veya 40 000 kez sürtünmeler oluşturulur ve bu sürtünmeler malzemenin düzgünce kesilmesini sağlar. Bu titreşim sayısına bağlı olarak sistem 20kHz veya 40kHz olarak adlandırılır. Ultrasonik kesim sisteminin diğer öğeleri Ultrasonik titreşimleri başlatan ve kontrol eden güç kaynağı, elektriksel titreşimleri mekanik titreşimlere dönüştüren convertordür.
Uygulamada başarı elde edilmesi ve mükemmel bir ultrasonik kesim için malzemenin cinsi, yüzey kontak mesafeleri ve horn tasarım çok önemlidir. Bu bileşenlerden biri bile doğru seçilmediği takdirde, uygulama başarılı olamaz. Bu nedenle Sonikel Ultrasonik, projeyi başlangıç aşamasından son noktaya kadar takip etmektedir.
ULTRASONİK METAL KAYNAK TEKNOLOJİSİ

Ultrasonik metal kaynak, günümüzde demir olmayan aynı cins veya farklı cins metallerin birleştirilmesi ve montajında kullanılan en hızlı ve maliyet etkin çözümdür. Ultrasonik metal kaynak teknolojisi, endüstride hem ekonomik bir çözüm sunar hem de çevreci bir teknolojidir. Çünkü ultrasonik yöntem kullanıldığında, her hangi bir lehim ya da sıcak kaynak kimyasalına ihtiyaç duyulmaz. Sonikel Ultrasonik, bu teknolojiyi endüstriyel ihtiyaçlara cevap verecek şekilde uygulamaktadır.
Ultrasonik metal kaynak yöntemi kullanılarak demir içermeyen metaller birleştirilebilir. Özellikle sanayi uygulamalarında bakır ve alüminyum ile diğer metallerin kaynatılması talep edilmektedir. Ultrasonik metal kaynak yönteminde akustik bir parça olan “horn” kullanılır. Bu horn tasarımı tamamen ürüne bağlıdır. Ultrasonik titreşimler ile saniyede 20 000 veya 40 000 kez sürtünmeler oluşturulur ve bu sürtünmeler basınç altında metalleri eriterek birbirine yapışmasını sağlar. Bu titreşim sayısına bağlı olarak sistem 20kHz veya 40kHz olarak adlandırılır.
Bir Cevap Yazın